 EN
EN UR
UR ru
ru bn
bn ar
ar ky
ky th
th fil
fil vi
vi ms
ms tr
tr ro
ro pt
pt es
es af
af fa
fa uk
uk nl
nl pl
pl fr
fr de
de

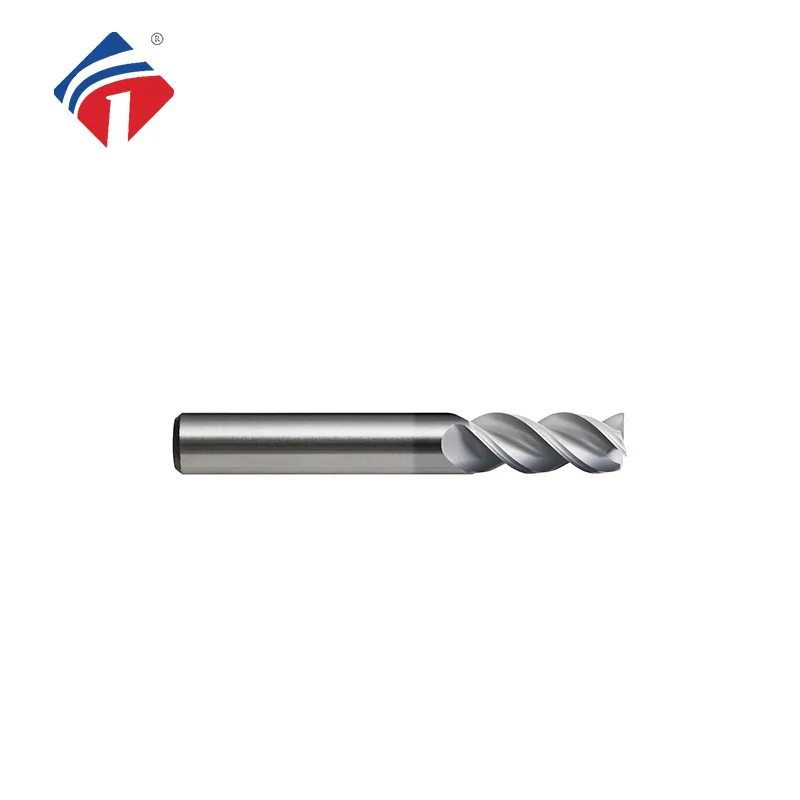

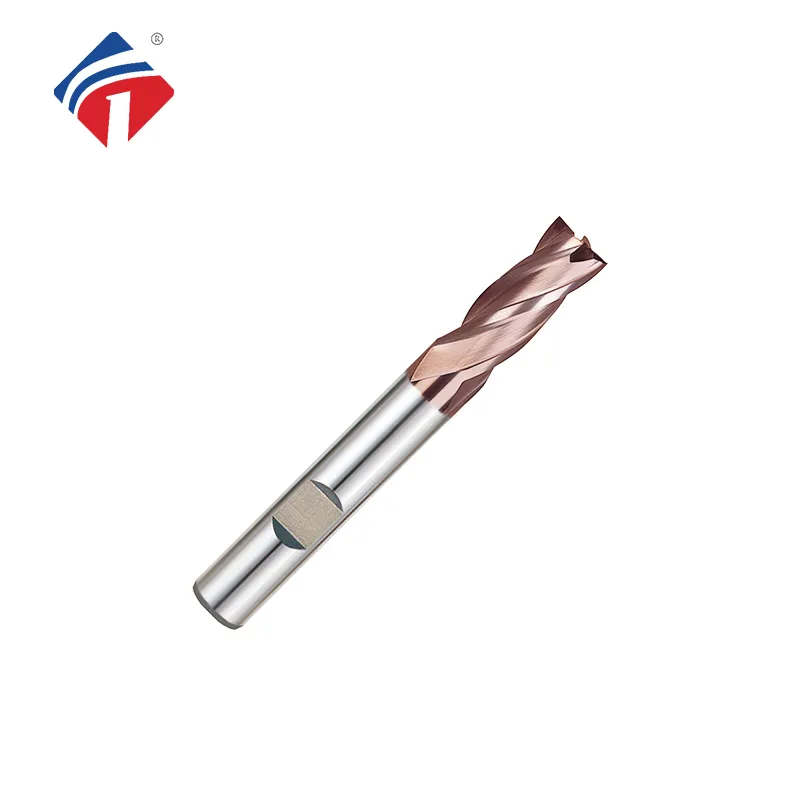



CNC takım tezgahları için kare uç değirmenleri
- Malzeme: Tungsten Karbür | Tungsten çeliği
- Tip: Kare uç değirmen / köşe yarıçapı uç değirmen / top uç değirmeni / pürüzlü uç değirmeni / konik uç değirmeni
- Boyut: Standart Boyut (Manuel'e bakın)/ Standart Olmayan Boyut (lütfen çizim tasarımı ve spesifikasyon sağlayın)
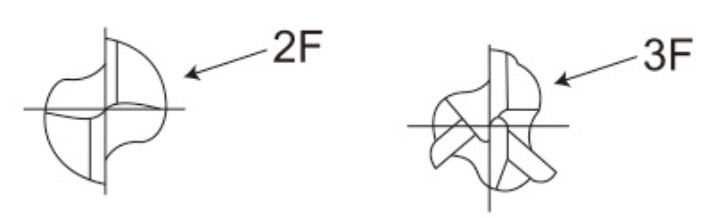
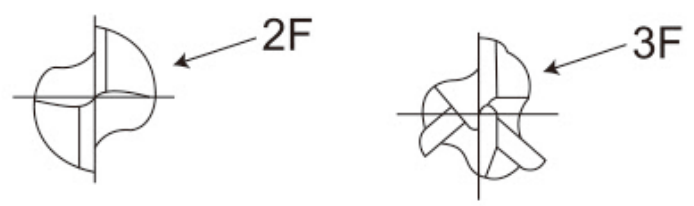
- Blade Spesifikasyonu: Tek flüt uç değirmeni, 2 flüt uç değirmeni, 3-flüt uç değirmeni, 4-flüt uç değirmeni
- İş parçası malzemeleri: Paslanmaz çelik, dökme demir, alüminyum, bakır, grafit, plastik parçalar, kompozit malzemeler, titanyum alaşımı, nikel, ısıya dayanıklı çelik, alaşımlı çelik parçalar, düşük alaşımlı çelik parçalar, yüksek alaşımlı çelik parçalar
Tanım
Son Değirmen Çalışma Durumu Hesaplama Yöntemi
|
● Kesme hızı (doğrusal hız) Hesaplama VC Son değirmen bıçağının çevresindeki bir noktanın dakikada hareket ettiği mesafe aşağıdaki formül kullanılarak hesaplanabilir: |
|

|
V = kesme hızı (m/dk) π=3.14 D = çap (mm) N = dönen hız (mm -¹) |
|
● Döndürme hızı Rotasyonların hesaplanması Uç değirmenini tutan mekanik iş mili dakikadaki devir sayısı aşağıdaki formül kullanılarak hesaplanabilir: |
|
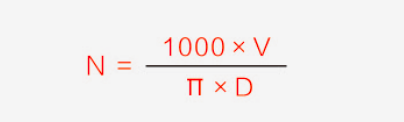 |
N = dönen hız (mm -¹) V = kesme hızı (m/dk) π=3.14 D = çap (mm) |
|
● Yem hızı Yem hızının hesaplanması Dakikada çalışma masasının yem hızı aşağıdaki formülle hesaplanabilir 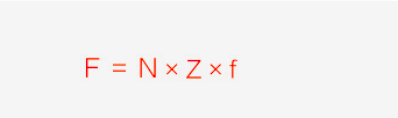 F = besleme hızı (mm/dk) N = Dönen Hız (mm-1) Z = flüt sayısı f = flütün besleme hızı (mm/1flute) |
|
|
● Dişler için besleme Besleme yeminin hesaplanması Son değirmen bıçağının çevresindeki bir noktanın dakikada hareket ettiği mesafe aşağıdaki formül kullanılarak hesaplanabilir:  f = flütün besleme hızı (mm/1flute) F = besleme hızı (mm/dk) N = Dönen Hız (mm-1) Z = flüt sayısı |
|
|
● Çalışma süresi Çalışma süresinin hesaplanması İş parçası malzemesini kesmek için gereken süre, aşağıdaki formül kullanılarak hesaplanabilir  TC = çalışma süresi (dak) L = toplam çalışma uzunluğu (Çalışma Malzemesi Uzunluğu + Uç değirmen bıçağı çapı) F = besleme hızı (mm/dk) |
|
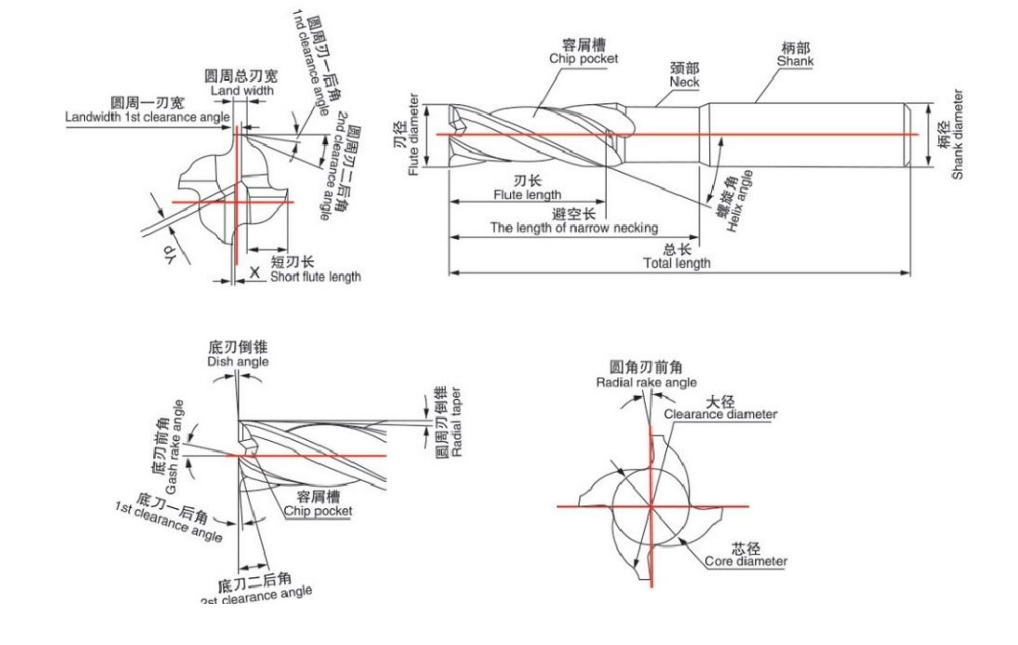
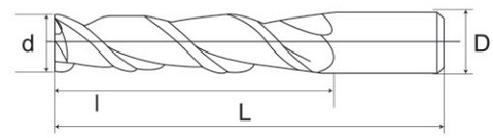
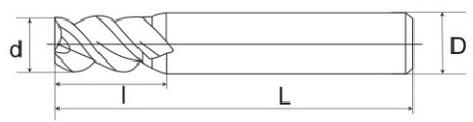
Freze kesicinin her bir bölümünün adı
Frezeleme Kesici Serisi
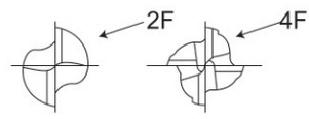
Uç değirmen tipi uç değirmen şekli

2-flute/4-flute uç fabrikaları
WC = 90/88 CO = 10/12 HV30 = 1571 TRS = 3750N/mm² HRC≥91.5 Tahıl Boyutu = 0.6μm

|
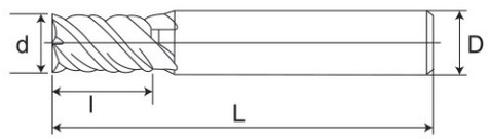
d |
I |
L |
D |
F |
|
1 |
3 |
50 |
4 |
2/4 |
|
1.5 |
4 |
50 |
4 |
2/4 |
|
2 |
5 |
50 |
4 |
2/4 |
|
2.5 |
6 |
50 |
4 |
2/4 |
|
3 |
7 |
50 |
4 |
2/4 |
|
3.5 |
8 |
50 |
4 |
2/4 |
|
4 |
10 |
50 |
4 |
2/4 |
|
5 |
13 |
50 |
6 |
2/4 |
|
6 |
15 |
50 |
6 |
2/4 |
|
7 |
18 |
60 |
8 |
2/4 |
|
8 |
20 |
60 |
8 |
2/4 |
|
10 |
25 |
75 |
10 |
2/4 |
|
12 |
30 |
75 |
12 |
2/4 |
|
14 |
45 |
100 |
14 |
2/4 |
|
16 |
45 |
100 |
16 |
2/4 |
|
18 |
45 |
100 |
18 |
2/4 |
|
20 |
45 |
100 |
20 |
2/4 |
2-flute/4-flute genişletilmiş uç değirmeni
WC = 90/88 CO = 10/12 HV30 = 1571 TRS = 3750N/mm² HRC≥91.5 Tahıl Boyutu = 0.6 μm
|
d |
I |
L |
D |
F |
|
4 |
15 |
100 |
4 |
2/4 |
|
|
25 |
100 |
6 |
2/4 |
|
8 |
30 |
100 |
8 |
2/4 |
|
10 |
40 |
100 |
8 |
2/4 |
|
12 |
45 |
100 |
10 |
2/4 |
|
8 |
40 |
150 |
10 |
2/4 |
|
10 |
50 |
150 |
12 |
2/4 |
|
12 |
60 |
150 |
12 |
2/4 |
|
14 |
65 |
150 |
14 |
2/4 |
|
16 |
70 |
150 |
16 |
2/4 |
|
18 |
70 |
150 |
18 |
2/4 |
|
20 |
70 |
150 |
20 |
2/4 |
 6
6
◆ Özel dikkat :
1. Bu tablo, yan öğütme için standart değerdir. Araç çiğnendiğinde, hız aşağıdaki tablonun% 60 ~% 80'i olmalı ve besleme hızı standart değer olarak% 50 ~% 70 olmalıdır.
2. Lütfen yüksek hassasiyetli takım takımlarını ve takım tutucuları kullanın.
3. Lütfen kolayca duman üretmeyen hava soğutma veya kesme sıvısı kullanın.
4. Aşağı freze için yan öğütme önerilir.
5. Makine tezgahının ve iş parçasının sertliği zayıfsa, titreşim ve anormal ses oluşacaktır. Şu anda, aşağıdaki tablodaki hız ve besleme hızı her geçen yıl azaltılmalıdır.
6. Alet çıkıntısını mümkün olduğunca kısa tutun.
Kesme koşulları
|
2 flüt |
|||||||||||||||
|
İşlenmiş Malzemeler |
Dökme demir Sünek demir |
Karbon Çeliği \ Alaşımlı Çelik |
Karbon Çelik \ Alaşımlı Çelik ~ 30HRC |
Phs \ qt çelik ~ 40HRC |
Paslanmaz çelik |
Phs \ qt çelik ~ 50HRC |
|||||||||
|
Dia (mm) |
RPM (min-) |
Besleme Hız (mm/dk) |
Rpm (min-¹) |
Besleme hızı (mm/dk) |
Rpm (min-) |
Besleme hızı (mm/dk) |
Rpm (min-¹) |
Besleme hızı (mm/dk) |
RPM (min-¹) |
Besleme Hız (mm/dk) |
Rpm (min-¹) |
Besleme hızı (mm/dk) |
|||
|
1 |
20000 |
165 |
20000 |
165 |
20000 |
135 |
20000 |
135 |
20000 |
50 |
20000 |
100 |
|||
|
2 |
15000 |
265 |
15000 |
265 |
15000 |
240 |
15000 |
235 |
11150 |
70 |
13000 |
150 |
|||
|
3 |
14000 |
455 |
14000 |
455 |
13000 |
420 |
10600 |
350 |
7500 |
100 |
8500 |
275 |
|||
|
4 |
10800 |
465 |
10800 |
465 |
10000 |
430 |
8000 |
355 |
5500 |
110 |
6500 |
280 |
|||
|
5 |
8200 |
485 |
8200 |
485 |
7600 |
450 |
6400 |
370 |
4500 |
110 |
5000 |
295 |
|||
|
6 |
7000 |
500 |
7000 |
500 |
6400 |
460 |
5300 |
385 |
3700 |
115 |
4200 |
300 |
|||
|
8 |
5200 |
495 |
5200 |
495 |
4800 |
455 |
4000 |
380 |
2800 |
115 |
3200 |
305 |
|||
|
10 |
4200 |
485 |
4200 |
485 |
3800 |
450 |
3200 |
370 |
2200 |
115 |
2500 |
290 |
|||
|
12 |
3500 |
485 |
3500 |
485 |
3200 |
450 |
2650 |
370 |
1850 |
115 |
2100 |
290 |
|||
|
14 |
3000 |
455 |
3000 |
455 |
2700 |
420 |
2300 |
350 |
1600 |
110 |
1800 |
275 |
|||
|
16 |
2600 |
455 |
2600 |
455 |
2400 |
420 |
2000 |
350 |
1400 |
100 |
1600 |
275 |
|||
|
18 |
2300 |
445 |
2300 |
445 |
2100 |
410 |
1800 |
345 |
1250 |
100 |
1400 |
270 |
|||
|
20 |
2050 |
445 |
2050 |
445 |
1900 |
410 |
1600 |
345 |
1100 |
100 |
1250 |
270 |
|||
|
4 flüt |
|||||||||||||||
|
1 |
20000 |
250 |
20000 |
250 |
20000 |
200 |
20000 |
200 |
20000 |
90 |
20000 |
150 |
|||
|
2 |
15000 |
400 |
15000 |
400 |
15000 |
360 |
15000 |
350 |
11150 |
100 |
13000 |
225 |
|||
|
3 |
14000 |
680 |
14000 |
680 |
13000 |
630 |
10600 |
525 |
7500 |
120 |
8500 |
410 |
|||
|
4 |
10800 |
700 |
10800 |
700 |
10000 |
640 |
8000 |
535 |
5500 |
125 |
6500 |
420 |
|||
|
5 |
8200 |
730 |
8200 |
730 |
7600 |
670 |
6400 |
560 |
4500 |
125 |
5000 |
440 |
|||
|
6 |
7000 |
750 |
7000 |
750 |
6400 |
690 |
5300 |
575 |
3700 |
135 |
4200 |
450 |
|||
|
8 |
5200 |
740 |
5200 |
740 |
4800 |
680 |
4000 |
565 |
2800 |
135 |
3200 |
460 |
|||
|
10 |
4200 |
730 |
4200 |
730 |
3800 |
670 |
3200 |
560 |
2200 |
135 |
2500 |
435 |
|||
|
12 |
3500 |
730 |
3500 |
730 |
3200 |
670 |
2650 |
560 |
1850 |
135 |
2100 |
435 |
|||
|
14 |
3000 |
680 |
3000 |
680 |
2700 |
630 |
2300 |
525 |
1600 |
125 |
1800 |
410 |
|||
|
16 |
2600 |
680 |
2600 |
680 |
2400 |
630 |
2000 |
525 |
1400 |
120 |
1600 |
410 |
|||
|
18 |
2300 |
670 |
2300 |
670 |
2100 |
620 |
1800 |
515 |
1250 |
105 |
1400 |
405 |
|||
|
20 |
2050 |
670 |
2050 |
670 |
1900 |
620 |
1600 |
515 |
1100 |
105 |
1250 |
405 |
|||
|
Maksimum kesme derinliği |
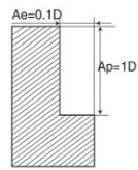 AE = 0.1D AP = 1D |
AE = 0.05D |
AE = 1D Ap AP = 1D AE = 1D |
|
|||||||||||
 ~ 750n/mm²
~ 750n/mm²
Alüminyum alaşım için 2-flute/3-flute uç değirmeni
WC = 90/88 CO = 10/12 HV30 = 1571 TRS = 3750N/mm² HRC≥91.5Grain Boyutu = 0.6 μm
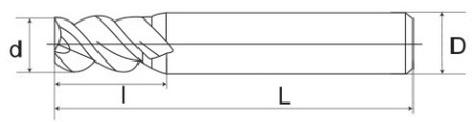

|
d |
I |
L |
D |
F |
|
1 |
3 |
50 |
4 |
2/3 |
|
1.5 |
4 |
50 |
4 |
2/3 |
|
2 |
6 |
50 |
4 |
2/3 |
|
2.5 |
8 |
50 |
4 |
2/3 |
|
3 |
9 |
50 |
4 |
2/3 |
|
3.5 |
10 |
50 |
4 |
2/3 |
|
4 |
12 |
50 |
4 |
2/3 |
|
5 |
15 |
50 |
6 |
2/3 |
|
6 |
18 |
50 |
6 |
2/3 |
|
7 |
20 |
60 |
8 |
2/3 |
|
8 |
24 |
60 |
8 |
2/3 |
|
10 |
30 |
75 |
10 |
2/3 |
|
12 |
35 |
75 |
12 |
2/3 |
|
14 |
40 |
100 |
14 |
2/3 |
|
16 |
45 |
100 |
16 |
2/3 |
|
18 |
45 |
100 |
18 |
2/3 |
|
20 |
50 |
100 |
20 |
2/3 |
2-flute/3-flüt alüminyum alaşımlı genişletilmiş özel uç değirmeni
WC = 90/88 CO = 10/12 HV30 = 1571 TRS = 3750N/mm² HRC≥91.5 Tahıl Boyutu = 0.6μm

|
d |
I |
L |
D |
F |
|
4 |
16 |
100 |
4 |
2/3 |
|
6 |
25 |
100 |
6 |
2/3 |
|
8 |
32 |
100 |
8 |
2/3 |
|
10 |
40 |
100 |
10 |
2/3 |
|
12 |
45 |
100 |
12 |
2/3 |
|
8 |
40 |
150 |
8 |
2/3 |
|
10 |
50 |
150 |
10 |
2/3 |
|
12 |
60 |
150 |
12 |
2/3 |
|
14 |
65 |
150 |
14 |
2/3 |
|
16 |
65 |
150 |
16 |
2/3 |
|
18 |
70 |
150 |
18 |
2/3 |
|
20 |
70 |
150 |
20 |
2/3 |
◆ Özel dikkat :
1. Aşağıdaki tablo, yan öğütme için standart değerleri göstermektedir. Araç çiğnendiğinde, hız aşağıdaki tablonun% 60 ~% 80'i olmalı ve besleme hızı standart değer olarak% 50 ~% 70 olmalıdır.
2. Lütfen yüksek hassasiyetli takım takımlarını ve takım tutucuları kullanın.
3. Lütfen kolayca duman üretmeyen hava soğutma veya kesme sıvısı kullanın.
4. Yan öğütme için aşağı frezeleme önerilir.
5. Makine tezgahının ve iş parçasının sertliği zayıfsa, titreşim ve anormal ses oluşacaktır. Şu anda, aşağıdaki tablodaki hız ve besleme hızı her geçen yıl azaltılmalıdır.
6. Alet çıkıntısını mümkün olduğunca kısa tutun.
Alüminyum kesme koşulları
|
2Flute |
||||
|
İşlenmiş Malzemeler |
Alüminyum alaşımı |
Silikon alüminyum alaşım Si≤10% |
||
|
D (mm) |
Rpm (min- ') |
Besleme hızı (mm/dk) |
Rpm (min-¹) |
Besleme hızı (mm/dk) |
|
1 |
40000 |
650 |
40000 |
500 |
|
2 |
40000 |
950 |
32000 |
750 |
|
3 |
26500 |
1500 |
21000 |
1100 |
|
4 |
20000 |
1600 |
16000 |
1250 |
|
5 |
16000 |
1500 |
13000 |
1100 |
|
6 |
13000 |
1250 |
10600 |
1000 |
|
8 |
10000 |
1400 |
8000 |
1100 |
|
10 |
8000 |
1600 |
6500 |
1250 |
|
12 |
6600 |
1650 |
5300 |
1300 |
|
14 |
5700 |
1700 |
4600 |
1350 |
|
16 |
5000 |
1700 |
4000 |
1350 |
|
18 |
4400 |
1700 |
3500 |
1350 |
|
20 |
4000 |
1700 |
3200 |
1350 |
|
|
|
3Flute |
|
|
|
1 |
40000 |
800 |
40000 |
600 |
|
2 |
40000 |
1200 |
32000 |
900 |
|
3 |
26500 |
1800 |
21000 |
1300 |
|
4 |
20000 |
2000 |
16000 |
1500 |
|
5 |
16000 |
1750 |
13000 |
1300 |
|
6 |
13000 |
1500 |
10600 |
1200 |
|
8 |
10000 |
1650 |
8000 |
1300 |
|
10 |
8000 |
1900 |
6500 |
1500 |
|
12 |
6600 |
1950 |
5300 |
1550 |
|
14 |
5700 |
2000 |
4600 |
1600 |
|
16 |
5000 |
2000 |
4000 |
1600 |
|
18 |
4400 |
2000 |
3500 |
1600 |
|
20 |
4000 |
2000 |
3200 |
1600 |
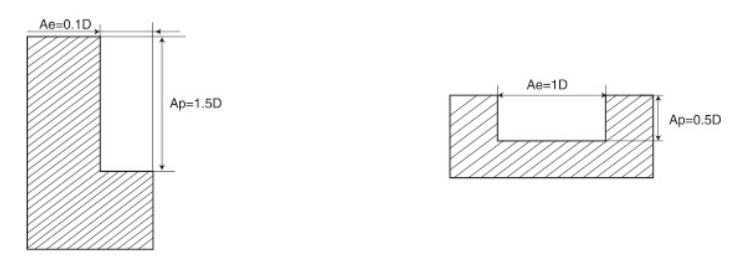
Maksimum Kesme Bölümü
|
SORGU
İlgili Ürün Kategorileri
- Haddeleme değirmeni silindir halkaları
- özel karbür rulo halkaları
- Alaşım çelik haddeleme için karbür ruloları
- Özel çelik üretim için rulolar
- Uygun fiyatlı karbür rulo halkaları
- Paslanmaz çelik üretimi için rulo halkaları
- Çin çimentolu karbür rulo yakaları
- Çin çimentolu karbür kesici kafası
- soğuk freze silindiri
- Çin CNC End Frezeleme
- CNC kaba uç değirmeni
- düşük uçlu CNC değirmeni

